اتصال سنسور به PLC یکی از بنیادیترین و در عین حال حیاتیترین مراحل در طراحی و پیادهسازی سیستمهای اتوماسیون صنعتی است. در دنیای پیچیده و پویای صنعت مدرن، PLCها (کنترلکنندههای منطقی برنامهپذیر) به عنوان مغز متفکر سیستمها عمل میکنند و سنسورها نقش چشم و گوش این مغز را بر عهده دارند. این ارتباط دوسویه، بستری را فراهم میآورد تا ماشینآلات و فرآیندها با دقت، سرعت و کارایی بیسابقهای کار کنند. با این حال، انتخاب و نحوه صحیح اتصال سنسور به PLC، به ویژه در مورد سنسورهای PNP و NPN، میتواند چالشبرانگیز باشد و نیازمند درک عمیق اصول الکتریکی و منطقی است. یک انتخاب اشتباه نه تنها میتواند منجر به عدم عملکرد صحیح سیستم شود، بلکه ممکن است به آسیب دیدن تجهیزات نیز بینجامد. از این رو، آگاهی از تفاوتهای کلیدی بین این دو نوع سنسور و نحوه سیمکشی صحیح آنها به ماژولهای ورودی PLC، برای هر مهندس یا تکنسین اتوماسیون امری ضروری است. این مقاله به تفصیل به بررسی این موضوع میپردازد تا شما را در درک عمیقتر و انتخاب هوشمندانهتر یاری رساند.
اصول اولیه سنسورها و نقش آنها در اتوماسیون
پیش از پرداختن به جزئیات اتصال سنسور به PLC، لازم است که به طور خلاصه به نقش سنسورها در اتوماسیون صنعتی بپردازیم. سنسورها دستگاههایی هستند که تغییرات فیزیکی (مانند حضور یک شی، دما، فشار، فاصله، نور) را تشخیص داده و آنها را به سیگنالهای الکتریکی قابل فهم برای PLC تبدیل میکنند. این سیگنالها اساس تصمیمگیریهای منطقی PLC را تشکیل میدهند. به عنوان مثال، یک سنسور مجاورتی میتواند حضور یک قطعه فلزی روی نوار نقاله را تشخیص داده و سیگنال مربوطه را به PLC ارسال کند تا PLC دستور توقف نوار نقاله یا فعالسازی یک بازوی رباتیک را صادر کند.
تنوع سنسورها بسیار زیاد است و شامل سنسورهای مجاورتی (القایی، خازنی)، سنسورهای فوتوالکتریک، سنسورهای التراسونیک، سنسورهای دما، فشار و … میشود. هر یک از این سنسورها برای کاربرد خاصی طراحی شدهاند، اما نحوه اتصال خروجی الکتریکی آنها به PLC معمولاً یکی از دو نوع PNP یا NPN است.
درک تفاوتهای اساسی سنسورهای PNP و NPN
هنگام اتصال سنسور به PLC، یکی از مهمترین تصمیمات، انتخاب بین سنسورهای PNP و NPN است. این دو نوع سنسور، با وجود عملکرد مشابه در تشخیص یک رویداد، در نحوه ارائه سیگنال خروجی خود تفاوت اساسی دارند. درک این تفاوت برای جلوگیری از خطاهای سیمکشی و اطمینان از سازگاری با ماژول ورودی PLC ضروری است.
سنسورهای PNP (Positive-Negative-Positive یا Sourcing)
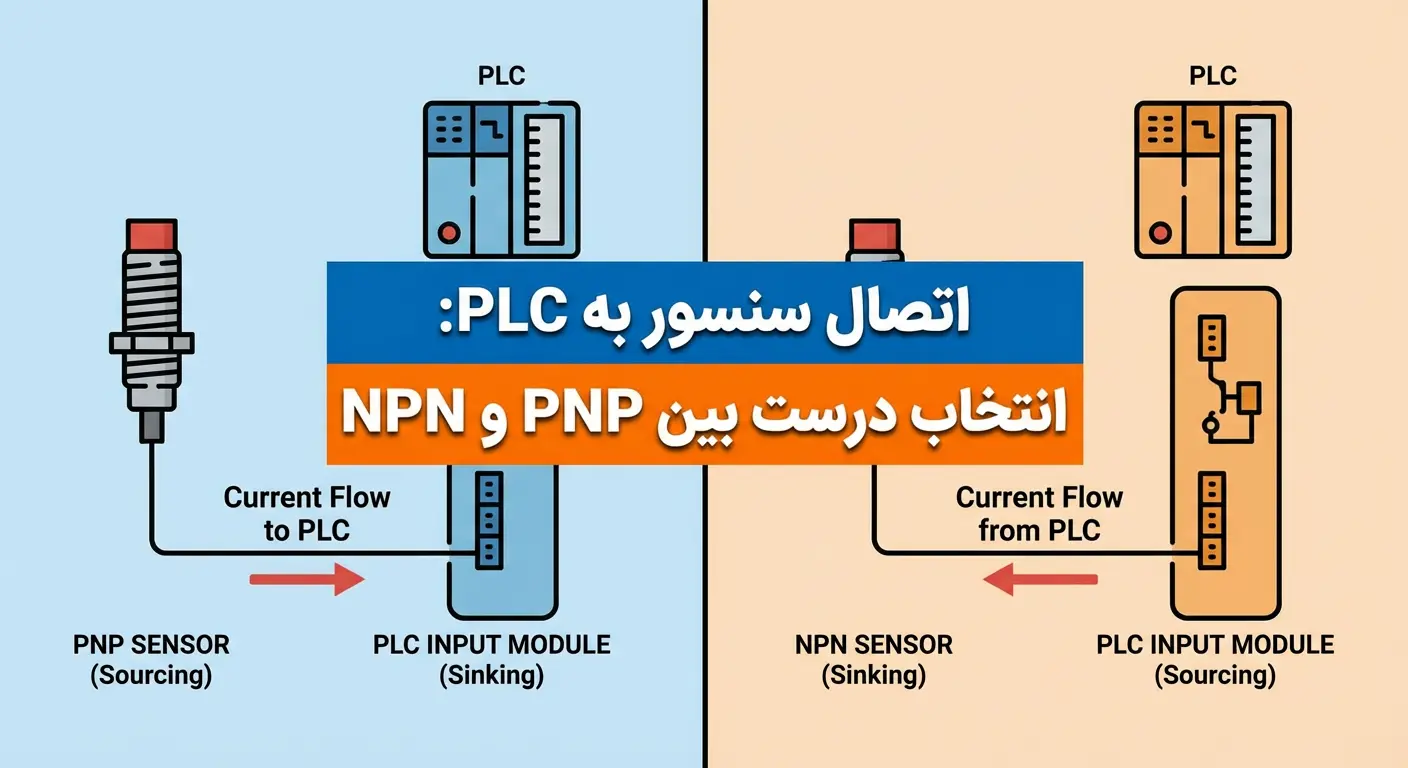
سنسورهای PNP به عنوان سنسورهای “سورسکننده” (Sourcing) شناخته میشوند. این بدان معناست که وقتی سنسور فعال میشود (مثلاً شیء را تشخیص میدهد)، خروجی آن یک ولتاژ مثبت (نزدیک به ولتاژ تغذیه سنسور، معمولاً +VDC) را تامین میکند. به عبارت دیگر، سنسور جریان را به سمت بار (در این حالت، ورودی PLC) “سورس” یا تأمین میکند.
- نحوه عملکرد: هنگامی که سنسور PNP فعال میشود، ترانزیستور داخلی آن هدایت میشود و خروجی آن به ولتاژ مثبت تغذیه (معمولاً 24VDC) متصل میشود. جریان از سنسور به سمت ورودی PLC حرکت میکند.
- نماد سیمکشی: در یک سنسور PNP سه سیمه، معمولاً یک سیم برای تغذیه مثبت (+VDC)، یک سیم برای تغذیه منفی (GND) و یک سیم برای خروجی سیگنال (+VDC هنگام فعال شدن) وجود دارد.
- کاربرد رایج: سنسورهای PNP به طور گستردهای در اروپا و بسیاری از مناطق دیگر جهان مورد استفاده قرار میگیرند و اغلب به دلیل ویژگیهای خاص ایمنی و نویزپذیری کمتر در برخی محیطها ترجیح داده میشوند.
سنسورهای NPN (Negative-Positive-Negative یا Sinking)
سنسورهای NPN به عنوان سنسورهای “سینککننده” (Sinking) شناخته میشوند. این بدان معناست که وقتی سنسور فعال میشود، خروجی آن یک مسیر برای جریان فراهم میکند تا به سمت زمین (GND) یا ولتاژ منفی (0VDC) هدایت شود. به عبارت دیگر، سنسور جریان را از بار (ورودی PLC) “سینک” یا دریافت میکند.
- نحوه عملکرد: هنگامی که سنسور NPN فعال میشود، ترانزیستور داخلی آن هدایت میشود و خروجی آن به زمین (GND) متصل میشود. جریان از ورودی PLC به سمت سنسور و سپس به زمین حرکت میکند.
- نماد سیمکشی: در یک سنسور NPN سه سیمه، معمولاً یک سیم برای تغذیه مثبت (+VDC)، یک سیم برای تغذیه منفی (GND) و یک سیم برای خروجی سیگنال (0VDC یا اتصال به GND هنگام فعال شدن) وجود دارد.
- کاربرد رایج: سنسورهای NPN در آسیا، به خصوص در ژاپن، بسیار رایج هستند و در برخی صنایع و کاربردهای خاص به دلیل سادگی در سیمکشی و هزینه کمتر ترجیح داده میشوند.
تفاوتهای کلیدی در یک نگاه
| ویژگی | سنسور PNP | سنسور NPN |
| نوع خروجی | سورسکننده (Sourcing) | سینککننده (Sinking) |
| وضعیت فعال | ولتاژ مثبت (+VDC) را تأمین میکند | اتصال به زمین (GND) را فراهم میکند |
| جریان | از سنسور به سمت بار (ورودی PLC) | از بار (ورودی PLC) به سمت سنسور (GND) |
| نام دیگر | خروجی مثبت، سورسکننده | خروجی منفی، سینککننده |
| منطقه کاربرد رایج | اروپا، آمریکای شمالی (اغلب) | آسیا (به ویژه ژاپن) |
| ملاحظات ایمنی | کمتر مستعد اتصال کوتاه به زمین | مستعد اتصال کوتاه به +VDC |
سیمکشی سنسور به PLC: چالش سازگاری
مهمترین جنبه در اتصال سنسور به PLC، اطمینان از سازگاری الکتریکی بین خروجی سنسور و ورودی ماژول PLC است. PLCها نیز ماژولهای ورودی خود را در دو نوع اصلی “سورسکننده” (Sourcing) و “سینککننده” (Sinking) ارائه میدهند که باید با نوع سنسور مطابقت داشته باشند.
ماژولهای ورودی PLC (Input Modules)
ماژولهای ورودی PLC نیز مانند سنسورها، نحوه جذب یا تأمین جریان را مشخص میکنند.
- ماژول ورودی سینککننده (Sinking Input Module): این نوع ماژول ورودی نیاز به یک سیگنال مثبت دارد تا فعال شود. در داخل، ورودی به زمین (GND) PLC متصل است و منتظر دریافت ولتاژ مثبت است.
- سازگاری: با سنسورهای PNP سازگار است. سنسور PNP ولتاژ مثبت را سورس میکند و ماژول ورودی سینککننده آن را دریافت میکند.
- ماژول ورودی سورسکننده (Sourcing Input Module): این نوع ماژول ورودی نیاز به یک سیگنال زمین (GND) دارد تا فعال شود. در داخل، ورودی به ولتاژ مثبت PLC متصل است و منتظر دریافت اتصال به زمین است.
- سازگاری: با سنسورهای NPN سازگار است. سنسور NPN اتصال به زمین را فراهم میکند و ماژول ورودی سورسکننده آن را دریافت میکند.
جدول سازگاری: کلید اتصال صحیح
| نوع سنسور | نوع ماژول ورودی PLC | وضعیت سازگاری | توضیح |
| PNP | سینککننده (Sinking) | سازگار | سنسور PNP ولتاژ مثبت را میدهد، ورودی سینککننده آن را میگیرد. |
| NPN | سورسکننده (Sourcing) | سازگار | سنسور NPN زمین را میدهد، ورودی سورسکننده آن را میگیرد. |
| PNP | سورسکننده (Sourcing) | ناسازگار | سنسور PNP ولتاژ مثبت میدهد، ورودی سورسکننده منتظر زمین است. |
| NPN | سینککننده (Sinking) | ناسازگار | سنسور NPN زمین میدهد، ورودی سینککننده منتظر ولتاژ مثبت است. |
سیمکشی عملی سنسورها به PLC
برای روشن شدن موضوع، نحوه سیمکشی هر دو نوع سنسور را با جزئیات بیشتر بررسی میکنیم:
1. اتصال سنسور PNP به ماژول ورودی سینککننده PLC
این رایجترین ترکیب در بسیاری از مناطق جهان است.
- سیمکشی تغذیه سنسور:
- سیم قهوهای (یا +VDC) سنسور به ولتاژ مثبت (مثلاً 24VDC) منبع تغذیه وصل میشود.
- سیم آبی (یا GND) سنسور به زمین (0VDC) منبع تغذیه وصل میشود.
- سیمکشی خروجی سنسور:
- سیم سیاه (یا خروجی سیگنال) سنسور به یکی از ترمینالهای ورودی دیجیتال ماژول PLC وصل میشود.
- سیمکشی ماژول PLC:
- ترمینال مشترک (Common) ماژول ورودی PLC (که معمولاً به آن “COM” یا “SINK” میگویند) به زمین (0VDC) منبع تغذیه مشترک با سنسور وصل میشود.
- نتیجه: وقتی سنسور PNP فعال شود، ولتاژ مثبت را از سیم سیاه خود به ورودی PLC میفرستد. از آنجایی که ترمینال مشترک PLC به زمین وصل است، یک مدار بسته ایجاد شده و PLC تشخیص میدهد که ورودی فعال شده است.
2. اتصال سنسور NPN به ماژول ورودی سورسکننده PLC
این ترکیب در برخی مناطق، به ویژه در آسیا، رایج است.
- سیمکشی تغذیه سنسور:
- سیم قهوهای (یا +VDC) سنسور به ولتاژ مثبت (مثلاً 24VDC) منبع تغذیه وصل میشود.
- سیم آبی (یا GND) سنسور به زمین (0VDC) منبع تغذیه وصل میشود.
- سیمکشی خروجی سنسور:
- سیم سیاه (یا خروجی سیگنال) سنسور به یکی از ترمینالهای ورودی دیجیتال ماژول PLC وصل میشود.
- سیمکشی ماژول PLC:
- ترمینال مشترک (Common) ماژول ورودی PLC (که معمولاً به آن “COM” یا “SOURCE” میگویند) به ولتاژ مثبت (مثلاً 24VDC) منبع تغذیه مشترک با سنسور وصل میشود.
- نتیجه: وقتی سنسور NPN فعال شود، اتصال به زمین را از سیم سیاه خود به ورودی PLC میدهد. از آنجایی که ترمینال مشترک PLC به ولتاژ مثبت وصل است، یک مدار بسته ایجاد شده و PLC تشخیص میدهد که ورودی فعال شده است.
اهمیت مشترک بودن زمین (Common Ground)
در هر دو سناریوی اتصال سنسور به PLC، بسیار حیاتی است که منبع تغذیه سنسور و منبع تغذیه PLC (یا ماژول ورودی آن) دارای زمین مشترک (Common Ground) باشند. این تضمین میکند که ولتاژ مرجع برای هر دو دستگاه یکسان است و سیگنالها به درستی تفسیر میشوند. عدم وجود زمین مشترک میتواند منجر به عدم تشخیص سیگنال، خوانشهای نادرست یا حتی آسیب به تجهیزات شود.
انتخاب درست: عوامل مؤثر بر تصمیمگیری
انتخاب بین سنسورهای PNP و NPN صرفاً یک انتخاب فنی نیست، بلکه تحت تأثیر عوامل مختلفی از جمله استانداردهای منطقهای، موجودی تجهیزات، محیط کاری و ملاحظات ایمنی قرار میگیرد.
1. استانداردهای منطقهای و صنعتی
- اروپا و آمریکای شمالی: در این مناطق، سنسورهای PNP و ماژولهای ورودی سینککننده PLC غالب هستند. این ترجیح ممکن است ریشه در استانداردهای ایمنی و تمایل به “سیگنال مثبت” داشته باشد.
- آسیا (به ویژه ژاپن): در این منطقه، سنسورهای NPN و ماژولهای ورودی سورسکننده PLC بسیار رایج هستند.
2. موجودی تجهیزات و سازگاری با سیستمهای موجود
اگر در حال گسترش یا نگهداری یک سیستم اتوماسیون موجود هستید، احتمالاً باید با نوع سنسورها و ماژولهای ورودی که قبلاً نصب شدهاند، مطابقت داشته باشید. تغییر نوع سنسورها و ماژولهای ورودی میتواند هزینهبر و زمانبر باشد. همیشه دیتاشیت PLC و ماژولهای ورودی آن را بررسی کنید تا نوع دقیق (Sinking/Sourcing) آنها را مشخص کنید.
3. ملاحظات ایمنی
در برخی موارد، ملاحظات ایمنی نیز در انتخاب نوع سنسور نقش دارد.
- سنسورهای PNP: در صورت قطع شدن سیم خروجی سیگنال (سیم سیاه) و تماس ناخواسته آن با زمین، هیچ اتصال کوتاه خطرناکی رخ نمیدهد، زیرا خروجی در حالت عادی مثبت است. این یک مزیت ایمنی در برخی محیطها محسوب میشود.
- سنسورهای NPN: در صورت قطع شدن سیم خروجی و تماس آن با ولتاژ مثبت، یک اتصال کوتاه (Short Circuit) رخ میدهد که میتواند به سنسور، ورودی PLC یا منبع تغذیه آسیب برساند. به همین دلیل، در برخی کاربردهای حیاتی، PNP ترجیح داده میشود. با این حال، NPN نیز در بسیاری از کاربردها به طور ایمن استفاده میشود و معمولاً فیوزها و مدارهای محافظتی برای جلوگیری از آسیب در نظر گرفته میشوند.
4. نویزپذیری
در محیطهای صنعتی که نویز الکتریکی بالایی وجود دارد، برخی مهندسان معتقدند که سنسورهای PNP ممکن است به دلیل نحوه سورس کردن جریان، کمی کمتر مستعد نویز باشند، اما این تفاوت معمولاً در سیستمهای مدرن با سیمکشی و شیلدینگ مناسب، ناچیز است.
5. سادگی سیمکشی و عیبیابی
برای برخی، سیمکشی NPN ممکن است در ابتدا کمی گیجکننده باشد زیرا “فعال شدن” به معنای اتصال به زمین است. در مقابل، PNP با “فعال شدن” سیگنال مثبت میدهد که برای بسیاری بصریتر است.
راهحلها برای ناسازگاری
گاهی اوقات ممکن است سنسوری از یک نوع (مثلاً PNP) در دسترس باشد، اما ماژول ورودی PLC از نوع مخالف (مثلاً Sourcing) باشد. در چنین شرایطی، چند راه حل وجود دارد:
1. استفاده از رله واسط (Interposing Relay)
یکی از رایجترین راهحلها، استفاده از یک رله واسط است.
- مثال: اتصال سنسور PNP به ماژول ورودی سورسکننده PLC.
- خروجی سنسور PNP (مثبت) به یک سر سیمپیچ رله وصل میشود. سر دیگر سیمپیچ رله به زمین وصل میشود.
- وقتی سنسور فعال میشود، رله را روشن میکند.
- یکی از کنتاکتهای نرمالی اپن (NO) رله به گونهای سیمکشی میشود که یک سیگنال زمین (0VDC) را به ورودی PLC سورسکننده بدهد. برای این کار، یک سر کنتاکت NO رله به زمین (GND) و سر دیگر به ورودی PLC وصل میشود.
این روش سیگنال را “معکوس” میکند و امکان اتصال سنسورهای ناسازگار را فراهم میآورد، اما هزینه و پیچیدگی سیمکشی را افزایش میدهد.
2. استفاده از مبدل سیگنال (Signal Converter)
برخی از تولیدکنندگان، ماژولهای مبدل سیگنال ارائه میدهند که میتوانند خروجی PNP را به NPN یا برعکس تبدیل کنند. این راه حل تمیزتر است اما ممکن است گرانتر باشد.
3. انتخاب ماژول ورودی انعطافپذیر
برخی از ماژولهای ورودی PLC مدرن، به گونهای طراحی شدهاند که هم با سنسورهای PNP و هم با NPN سازگار باشند. این ماژولها معمولاً دارای یک سوئیچ DIP یا تنظیمات نرمافزاری هستند که میتوانند برای حالت Sourcing یا Sinking پیکربندی شوند. بررسی دیتاشیت ماژول ورودی PLC برای یافتن چنین قابلیتی بسیار مهم است.
نکات مهم در سیمکشی و عیبیابی اتصال سنسور به PLC
- بررسی ولتاژ تغذیه: همیشه اطمینان حاصل کنید که ولتاژ تغذیه سنسور با ولتاژ مورد نیاز آن (معمولاً 10-30VDC یا 12-24VDC) مطابقت دارد. ولتاژ اشتباه میتواند به سنسور آسیب برساند.
- بررسی حداکثر جریان خروجی: سنسورها دارای حداکثر جریانی هستند که میتوانند در خروجی خود تأمین یا جذب کنند. اطمینان حاصل کنید که ورودی PLC این محدودیت را نقض نمیکند، اگرچه ورودیهای PLC معمولاً جریان بسیار کمی مصرف میکنند.
- استفاده از سیمکشی صحیح: از کابلهای مناسب با سطح مقطع صحیح برای انتقال سیگنال استفاده کنید. برای فواصل طولانی و محیطهای پر نویز، استفاده از کابلهای شیلددار توصیه میشود.
- چک کردن وضعیت LED سنسور: اکثر سنسورها دارای یک LED نشانگر وضعیت هستند. این LED معمولاً هنگام فعال شدن سنسور روشن میشود و میتواند در عیبیابی اولیه کمک کند. اگر سنسور فعال شده ولی LED روشن نمیشود، ممکن است مشکل در تغذیه سنسور باشد.
- تست با مولتیمتر: در صورت عدم کارکرد، میتوانید با یک مولتیمتر ولتاژ خروجی سنسور را در حالت فعال و غیرفعال بررسی کنید تا مطمئن شوید سیگنال صحیح تولید میشود.
- برای سنسور PNP: در حالت فعال، بین سیم خروجی و GND باید ولتاژ مثبت (مثلاً 24VDC) مشاهده شود.
- برای سنسور NPN: در حالت فعال، بین سیم خروجی و +VDC باید ولتاژ نزدیک به +VDC (یا اتصال به GND) مشاهده شود.
- بررسی آدرس ورودی PLC: اطمینان حاصل کنید که در برنامه PLC، ورودی صحیح با آدرس فیزیکی که سنسور به آن وصل شده است، مطابقت دارد.
در نهایت، موفقیت در اتصال سنسور به PLC و عملکرد روان سیستم اتوماسیون، به شدت وابسته به درک صحیح از اصول الکتریکی، انتخاب دقیق اجزا و رعایت دستورالعملهای سیمکشی است. با رعایت این موارد، میتوان سیستمهای قابل اعتماد و کارآمدی را طراحی و پیادهسازی کرد.
نتیجهگیری
اتصال سنسور به PLC، یک ستون فقرات برای هر سیستم اتوماسیون صنعتی مدرن به شمار میرود. انتخاب صحیح بین سنسورهای PNP و NPN و اطمینان از سازگاری آنها با ماژولهای ورودی PLC، گامی حیاتی در تضمین عملکرد صحیح، پایداری و ایمنی سیستم است. سنسورهای PNP که ولتاژ مثبت را سورس میکنند، عموماً با ماژولهای ورودی سینککننده PLC سازگار هستند، در حالی که سنسورهای NPN که اتصال به زمین را فراهم میکنند، نیاز به ماژولهای ورودی سورسکننده PLC دارند.
در این مقاله، به تفصیل به تفاوتهای اساسی بین سنسورهای PNP و NPN پرداختیم، نحوه سیمکشی هر یک را توضیح دادیم و اهمیت سازگاری ماژولهای ورودی PLC با نوع سنسور را مورد تأکید قرار دادیم. همچنین، عوامل مؤثر بر انتخاب از جمله استانداردهای منطقهای، موجودی تجهیزات، و ملاحظات ایمنی را بررسی کردیم. در مواقعی که ناسازگاری وجود دارد، استفاده از رلههای واسط، مبدلهای سیگنال یا انتخاب ماژولهای ورودی انعطافپذیر میتواند راهگشا باشد.
نکات کلیدی برای موفقیت در اتصال سنسور به PLC شامل:
- شناخت دقیق نوع سنسور (PNP یا NPN).
- شناخت دقیق نوع ماژول ورودی PLC (Sinking یا Sourcing).
- تأیید سازگاری سنسور و ماژول PLC بر اساس جدول سازگاری.
- رعایت دقیق دستورالعملهای سیمکشی و اطمینان از مشترک بودن زمین (Common Ground).
- بررسی ولتاژ تغذیه و حداکثر جریان خروجی سنسور.
- استفاده از ابزارهای عیبیابی مانند LED نشانگر سنسور و مولتیمتر در صورت بروز مشکل.
با درک عمیق این مفاهیم و رعایت اصول گفته شده، مهندسان و تکنسینها میتوانند با اطمینان خاطر، سنسورها را به PLC متصل کرده و از عملکرد بهینه و قابل اعتماد سیستمهای اتوماسیون خود بهرهمند شوند. این دانش، نه تنها از خطاهای پرهزینه جلوگیری میکند، بلکه به طراحی و پیادهسازی سیستمهایی کمک میکند که کارآمدتر، ایمنتر و نگهداری آنها آسانتر است. به یاد داشته باشید که همیشه دیتاشیت محصول را به دقت مطالعه کنید و در صورت ابهام، از متخصصین کمک بگیرید تا بهترین اتصال سنسور به PLC را برای پروژه خود محقق سازید.